

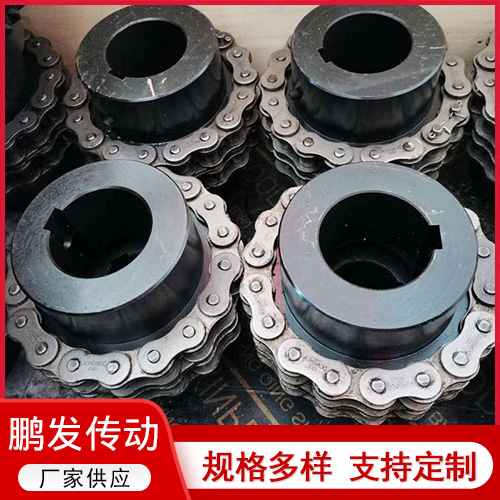


齿式联轴器在安装时一般选用热装或者胀紧套夹紧安装,一般常用为热装,其特点是能保证轴与联轴器轴孔之间更好的配合,更紧密的接触,有利于联轴器正常运转,不会出现晃动的现象,主要的特点是为了保证联轴器使用寿命,对轴起一定的保护作用。齿式联轴器在热装时应注意气焊的温度不要调的过高,以免把轴孔烤化。一般温度控制到100℃-120℃之间为好,烤时不要在轴孔内停留时间过长,一定要均匀有节奏的进行操作。
齿式联轴器为了减少磨损,可由油孔注入润滑油,并在套筒和之间装有密封圈,以防止润滑油泄漏。齿式联轴器出现内齿和外齿撮合,打齿现象的原因是因为材质没有经过高频蘸火处理,或者是内齿和外齿配合尺寸间隙误差较大,从而在高转速运转的情况下会出现打齿现象。外齿的弧度较为大,在两轴传递扭矩间两轴会发现不在同一水平线上的特点,鼓度曲线曲率半径与内齿单侧减薄量成正比,因此鼓度圆半径应尽可能大。
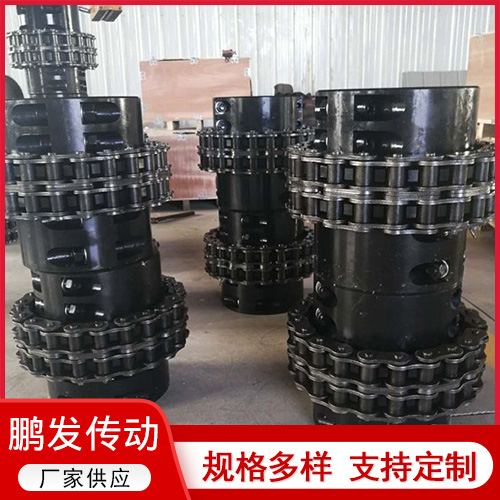
鼓度曲线曲率半径与内齿单侧减薄量成正比,即它与齿的啮合间隙有关从事使内外齿出现打齿现象,影响联轴器使用寿命。齿式联轴器在传递中还可能会发生螺栓拗断,噪音较大,打齿现象;如果发生此类现象,应该立刻拆卸联轴器,对此进行分析检查,而且要对联轴器进行定期保养和检查,可以注入黄油,也需要对螺栓进行更换,从而可以增加联轴器的使用寿命。
联轴器材质得到很大程度的调整,其强度、塑性和韧性都较好,具有良好的综合机械性能。调质处理后得到回火索氏体。齿轮渗碳,氮化、普通碳氮共渗过各中,渗碳变形大,且变化规律随机性大,不易控制,另外渗碳后天面强度有很大提高,但表面压应力小,要增加喷丸处理进行强化,这样更加大了工件的表面应力,常引起表面出现微裂纹,且齿面精度降低。
