



一、柱销齿式联轴器常出现的问题及处理
1、工作时,跳动和窜动大(特别是用在高速级上)。在安装时两轴间的偏差太大(轴向、径向和角度偏差),再加联轴器有些转动零件的不平衡,要严格按设计安装要求,达到安装精度。
2、漏油。原因除了密封件的质量外,主要是润滑油的品种选择,不能用较稀的润滑油,要按产品说明书的要求,多采用润滑脂。
3、噪声大。这也与安装精度相关,有的在安装时足符合要求的,但用一些时间后有的就会变化。
4、齿轮磨损。磨损较大是用在高速轴处,但低速处也有磨损。在一些矿上,不仅使齿间的间隙达3mm~5mm,严重的是,外齿轴套上的齿被磨尖,更甚的是外齿轴套上的齿,被全部剃光,特别是在高速的工作条件下运行时,齿式联轴器表现突出。处理方法:主要是调整安装精度,减少齿式联轴器零件的相互窜动,控制载荷量,不超载。
5、两外齿轴套间连接用的紧配合螺栓松动(主要出现在主轴与减速器出轴处的齿轮联轴器上)的剪断。原因主要是超载,配合螺栓的配合不紧或松动,因配合不紧或松动,就会产生冲击力,使用不久,就会在多次冲击下,把螺栓剪断。因此,配合螺栓须按设计要求达到配合要求,如果出现了上述情况后,不仅要更换螺栓,而且螺栓配合孔也要重新铰制。有的煤矿在更换时,把此处的配合螺栓,改成圆锥形,实际表明效果很好。
6、主轴上因联轴器的切向键键槽处的应力集中而造成提井机主轴断裂,这在煤矿发生过。主要是键槽加工时,铣制键槽的铣刀的刀尖,没有达到圆角要求,有的甚至是完全尖角,因此,造成键槽处应力集中过大而出现裂纹,在一段时间的较大工作载荷作用下(尤其是超载使用的煤矿)就会出现疲劳裂纹,在正反转起动时载荷不断作用下,裂纹逐渐扩大,直到使主轴断裂。
解决方法:1、须严格按要求调整两轴间的位置公差和尺寸。在安装时一定要注意调整联轴器两轴间的端面尺寸和内齿轮与外齿套齿的接触要求和装配尺寸。2、注意润滑用脂的品种和质量要求。3、对用在较高速度处的齿式联轴器,要注意齿面的硬度要求。4、注意切向键的配制质量(接触面要求)。5、使用时一定要控制载荷,不要超载运行。6、两个内齿套间的连接配合螺栓,一定要用铰制配合的螺栓并锁紧,在使用中常注意有否松动,若有一定要及时更换,并对螺栓的铰制孔,也要重新铰配。7、在外齿轴套到主轴轴头时,须严格检查联轴器孔的倒角和主轴与相配处的圆角,以防i1=产生轴孔与轴在局部处卡死,达不到接触面的要求。
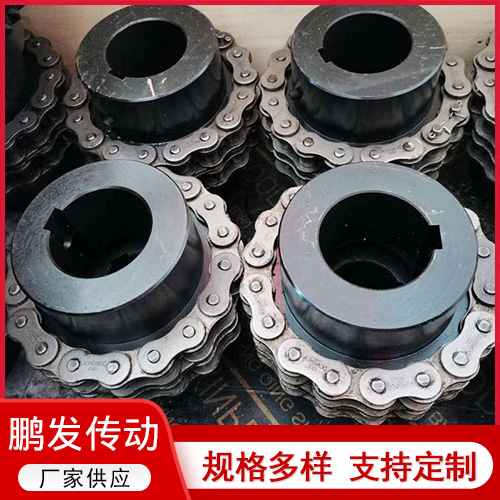
柱销齿式联轴器的品种有上百种之多,但基本形式就是两种:
1、内齿和外齿结合式;
2、端面齿结合式。其他形式都是在这两种基础上的变形。内齿外齿结合式的齿式离合器传递扭矩比较大,设计时考虑到用户的不同需求,有意设计成在齿两边的轴端的长度不一致,以便用户可以根据需要选择安装方向。所以,并没有规定哪一端朝哪里。
安装时要注意:
1、假如是原来的设备上更换,那么一般要和原来的方向一致,假如是新设计制造的设备,那么要在不与周边其它零件有干涉的前提下,按内、外齿结合面越多的原则安装。
齿式联轴器检修时一般按以下方法进行:
1、检查联轴器齿面啮合情况,其接触面积沿齿高不小于50%,沿齿宽不小于70%,齿面不得有磨损和裂纹。
2、联轴器外齿圈全圆跳动不大于0.03mm,端面圆跳动不大于0.02mm。
3、若须拆下齿圈时,不可敲打,以免使轴弯曲或损伤。当回装时,应将齿圈加热到200℃左右再装到轴上。外齿圈与轴的过盈量一般为0.01~0.03mm。
4、回装中间接筒或其它部件时应按原有标记和数据装配。
5、齿式联轴器用力矩扳手均匀地把螺栓拧紧。
